
При создании любого предмета, главным является точность, а значит – фиксация. Даже гончары Древней Греции долго совершенствовали крепления заготовок на гончарном кругу, чтобы получить идеальную форму амфор. Стоит ли говорить о том, что с годами необходимость в грамотной фиксации заготовок только увеличилась? Ведь если на том же гончарном станке допуски были «плюс-минус два пальца», то, например, современные фрезерные станки работают с допусками в десятые доли миллиметра, причем заготовка в них не стоит на месте, а двигается как минимум в двух плоскостях. Причем сам станок может вообще не управляться человеком, который мог бы заметить проблему и остановить работу, а быть заранее запрограммирован на определенные действия.
Отсюда появляется необходимость в хорошем универсальном фиксаторе, который позволял бы быстро и качественно работать на станке. И еще в XX веке было разработано решение – поворотные тиски, которые и по сей день (хотя и с небольшими модификациями) активно применяются как в небольших мастерских, так и в цехах огромных заводов. Подробнее о них мы и расскажем вам в этой статье.
Зачем нужны поворотные тиски
Действительно, почему тиски должны быть именно поворотными? Ведь в большинстве станков, где они применяются, движется как раз-таки инструмент, а не заготовка, а значит можно было бы значительно сэкономить на поворотном механизме.
Ответ будет довольно прост – несмотря на то, что работать инструментом на обратной мастеру стороне заготовки в теории можно, на практике это оказывается невозможным, так как мастер буквально не видит, что он делает.
В качестве живого примера, представьте такую ситуацию. Имеется металлическая деталь в виде параллелограмма (грубо говоря, брусок). Задача мастера – сделать в каждой боковой стороне этого параллелограмма выемку в виде полуцилиндра. При этом высота бруска не позволяет мастеру увидеть то, доходит ли фреза до конца детали с другой её стороны. Конечно, можно положиться «на авось» и подправить потом, но что если вместо полуцилиндра нужно сделать более сложную выемку, скажем, в виде сегмента сферы или вообще нестандартной фигуры? Выходов из подобной ситуации два – либо останавливать работу и полностью обходить станок для того, чтобы её продолжить, либо же, предварительно отведя фрезу в сторону, использовать поворотные тиски, которые позволят быстро развернуть заготовку нужной стороной к мастеру. Разница между пятью секундами и почти минутой, а если учесть, что хороший мастер тратит на простую деталь всего несколько минут, то поворотные тиски повышают его производительность примерно на четверть.

Использование поворотных тисков на станках с машинным управлением имеет несколько причин – во-первых, станок может быть запрограммирован для того, чтобы всегда поворачивать обрабатываемую деталь с открытой для обзора стороны, что позволит контролировать его работу – это полезно при проверке новых программ, так как позволяет отследить ошибку во время её происхождения, а не на конечном результате. Во-вторых, иногда имеется смысл оставить фрезу на месте и провернуть саму деталь – скажем, если нужно выполнить идеальный круг (хотя нынешние автоматы достаточно точны для того, чтобы выполнить эту задачу и с самой фрезой). В-третьих, многие детали куда удобнее устанавливать в повернутые на 90 градусов тиски, чтобы потом просто поставить тиски в рабочее положение. Ну и наконец, это просто дань традиции – если самые лучшие ручные станки выпускались с поворотными тисками, то почему автоматические станки этой детали иметь не должны?
Конструкция различных видов тисков, а также их плюсы и минусы
Существует множество видов различных тисков, а число различных их классификаций – немногим меньше. В этой статье мы будем пользоваться классификацией по принципу действия, разделив тем самым станки на ручные, гидравлические и пневматические.
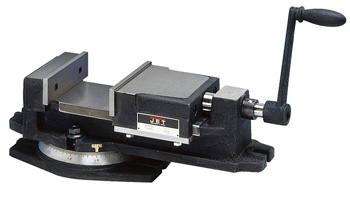
Ручные тиски
Конструкция простейших ручных поворотных станочных тисков (неважно, фрезерных или нет) довольно проста.
- В основании тисков находится ротационный диск, который и позволяет оператору станка (либо программному обеспечению) поворачивать тиски вместе с зажатым в них предметом на 360 градусов в одной плоскости. Фиксация диска в этой плоскости осуществляется с помощью плотного зажима из металлического стержня с резьбой и статичного регулятора, вынесенного за поворотную часть конструкции. Кроме того, в самом поворотном диске могут быть сделаны углубления для более надежной фиксации.
- На ротационном диске закреплены (обычно – болтами, хотя бывают и другие методы) обыкновенные ручные тиски. Они состоят из двух параллельных металлических пластин, внутренние поверхности которых покрыты демпфирующим материалом, перпендикулярной этим пластинам рельсы-направляющей, по которой одна из них движется, а также регулирующей конструкции, присоединенной к подвижной пластине.
- Регулирующая конструкция выгладит как перпендикулярный стержень с резьбой, приваренный (хотя опять же, бывают и другие методы крепления) к центру наружной стороны пластины. На другом конце стержня располагается ручка, а сам он продет через намертво (относительно самих тисков) закрепленный регулятор, на внутреннюю поверхность которого также нанесена резьба. Длина стержня рассчитана так, чтобы даже при полностью закрученном стержне, расстояние между пластинами тисков составляло около миллиметра. Таким образом, крутя ручку, пользователь может регулировать расстояние между пластинами, а также силу зажима заготовки, не боясь при этом повредить сами тиски.
Существует также множество модификаций этой конструкции – например, на некоторых тисках движутся сразу обе пластины (за счет довольно сложного механизма), а на других вместо ручки имеется рычаг и передаточный механизм, что несколько облегчает труд пользователя. Также имеется более сложная модель, где вместо диска – шарнир и объект может поворачиваться в двух плоскостях (хотя и более ограничено), но такие тиски не используются на фрезерных станках, где основное движение изначально совершается инструментом, а не заготовкой. В любом случае, основная конструкция, а также принцип действия, остаются теми же.
Ручные тиски обычно используются в небольших мастерских, а также при работе с небольшими, хрупкими предметами, которые нельзя доверить автоматике. Кроме того, подобные тиски можно найти на старых советских цеховых станках эпохи индустриализации, когда пневматика и гидравлика еще не были достаточно распространены. Современные ручные тиски дешевы, практичны и довольно удобны в использовании, однако по-прежнему упираются в физические способности своего пользователя, а значит – не могут развивать действительно большое усилие.
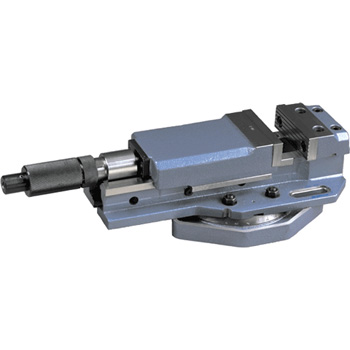
Пневматические тиски
Основная часть останется той же – по-прежнему в основе конструкции лежит ротационный диск, к которому прикреплены тиски. Да и сами тиски также состоят из двух пластин и рельсы. А вот дальше начинаются различия:
- Регулирующая конструкция пневматических тисков представляет собой герметичную трубку, один конец которой подсоединен к центру наружной стороны подвижной пластины, а второй – к насосу, ручному или же электрическому (зачастую именно электрическому). При необходимости увеличить силу зажима, с помощью насоса в трубку вкачивают больше воздуха, под воздействием расширения которого, пластина продвигается вперед. При необходимости уменьшить усилие, воздух из этой трубки стравливают через клапан и нагнетают воздух во вторую трубку, которая соединяет движущую пластину с другим насосом и выполняет противоположную функцию.
- Также могут быть отличия в поворотном диске, особенно если тиски рассчитаны на использование вместе с автоматическим станком. Так, вместо зажима из стержня и фиксатора тут могут применяться еще одни миниатюрные пневматические тиски, а в основание диска может быть встроен электропривод. Вместе это позволит программному комплексу станка контролировать не только движение фрезы, но и поворот самой заготовки для более эффективной работы.
Такие тиски позволяют развивать большее усилие, чем ручные, однако в связи с появлением на рынке еще более эффективных гидравлических тисков, они постепенно вытесняются ими.
Гидравлические тиски
По принципу действия и конструкции, они полностью идентичны пневматическим, однако вместо сжатого воздуха в них используется жидкость. Обычно это вода, однако если нужно развить большее усилие, может использоваться более вязкая и упругая жидкость. Также стоит отметить, что насосы гидравлических станков не остаются открытыми для забора окружающей среды (воздуха), а подключены к резервуару с используемой жидкостью.
Гидравлические тиски активно используются на различных производствах, которые могут позволить себе их высокую стоимость в обмен на высокую эффективность и возможность полной автоматизации. Маломощные и компактные гидравлические тиски можно найти и в мастерских, однако их превосходство относительно равных им по размерам ручных – сомнительно.
Примеры применения в мастерской или в цеху
Как уже упоминалось выше, поворотные тиски используются не сами по себе, а в связке со станком, зачастую – фрезерным. В этих станках тиски используются для того, чтобы максимально надежно зафиксировать заготовку под деталь для станочной обработки и позволить мастеру-фрезеровщику или же аппаратно-программному комплексу её обработать.
В небольших мастерских, поворотные тиски используются при изготовлении мебельной фурнитуры (если не подходит стандартная), а также при работе с небольшими металлическими объектами, например, ключами сложной формы. Кроме того, фрезерование также используется при работе с пластиковыми объектами, например – подгонке пластиковых окон.
В крупных цехах заводов, фрезерование используется при изготовлении небольших (или даже больших, если станки позволяют) деталей двигателей, авиационных турбин и прочих механизмов, в состав которых входят конструкции сложной формы.
Конкуренты тисков
Единственным конкурентом поворотных тисков являются тиски неповоротные, однако, как следует из названия, они не обладают одной достаточно важной функцией. С другой стороны, тиски без поворотного механизма стоят несколько дешевле, так что, если при создании нужной вам детали не требуется её поворот – вы можете приобрести простые тиски, сэкономив около 10% от стоимости ручных тисков или же 30-35% от стоимости гидравлики.
Кроме того, как мы уже упоминали, существует небольшая конкуренция между маломощными гидравлическими тисками и аналогичными ручными. Здесь уже решать конечному пользователю, что ему лучше – значительная экономия или возможность полностью отказаться от утомительной процедуры подгонки тисков вручную. Мы же просто отметим, что гидравлические и пневматические тиски гораздо менее надежны, чем классическая механика – учитывайте это в своих рассуждениях.
В последнее время машинная обработка с ЧПУ все больше проникает во все сферы промышленности, и тиски для таких станков сыграли существенную роль, особенно гидравлические 3ех координатные. Видеоролик представленный ниже продемонстрирует применение таких тисков в машинной обработки
Установка и хранение
Тиски устанавливаются (в подавляющем большинстве случаев) прямо на станок (если быть точным – под рабочую зону инструмента, в нашем случае – под фрезу), с которым они будут работать и потому какие-либо вариации в методах их установки просто отсутствуют. На большинстве станков уже имеются крепления под тиски, а в инструкциях к этим станкам вы найдете рекомендации и требования к ним. Впрочем, всегда использовать ручные тиски, а также тиски без программного управления, которые, при желании, можно установить на разной высоте, для удобства работы с объектами разных размеров.
Что касается хранения, то здесь опять же стоит уточнить – хранение вместе со станком или отдельно? Если вместе, то всё, что вы можете сделать – это тщательно смазать все рабочие поверхности станка и накрыть его тканью или брезентом. Если речь идёт об относительно миниатюрных тисках отдельно от станка – их нужно опять же смазать и завернуть в промасленную бумагу. Если же тиски большие (скажем, от промышленного станка), то поступайте с ними также, как и с самим станком.
ВАЖНО: По Интернету бродят слухи о том, что любые гидравлические устройства нельзя переворачивать и вообще следует с ними обращаться с максимальной осторожностью. Это не совсем так, во всяком случае, с тисками. Из-за того, что в гидравлических тисках используется замкнутая система (которая не поддерживает долив или слив жидкости и полностью герметична), вы можете вертеть гидравлические тиски как угодно. Единственным их слабым местом являются трубки для жидкости и, если они находятся за пределами корпуса тисков – лучше позаботиться о том, чтобы они не оборвались или не перетерлись, так как в случае утечки жидкости, вас ждет крайне обширный и дорогой процесс ремонта. Особенно, если эта жидкость – не вода.





